
Для разборки ступицы колеса ослабляют контргайку, отворачивают гайку сальника и вынимают левую распорную втулку. Вставляют со стороны шлицевой части ступицы оправку или ось колеса, выпрессовывают из ступицы крайний роликоподшипник, промежуточ-
ную втулку, внутреннюю обойму второго роликоподшипника и правую распорную втулку. Специальной оправкой выпрессовывают упорную шайбу и наружную обойму роликоподшипника. Чтобы отделить обод от ступицы, сворачивают все ниппели со спиц и вынимают спицы.Дефектация и ремонт деталей. Обод колеса изготовлен из стали 10. При трещинах, захватывающих более половины ширины обода, короблении, не устранимом правкой, обод заменяют.
При ремонте обод может иметь следующие дефекты:овальность по внутренним посадочным плоскостям под покрышку более 3 мм — выправить обод по шаблону до устранения недопустимой овальности;
износ поверхности отверстия под ниппель до диаметра более 9 мм — заварить отверстие и просверлить отверстие нормального размера 8,7+°2 мм.Корпус колеса в сборе заменяют при трещинах, идущих от отверстий под спицы к наружной кромке и выходящих на поверхность ступицы тормозного барабана и ребра жесткости, а также при износе боковых поверхностей шлицевых впадин до ширины паза более 2,7 мм.
При ремонте корпус может иметь следующие дефекты:износ поверхности тормозного барабана до диаметра более 204,5 мм—заменить барабан или обварить, проточить до нормального размера;
износ, смятие поверхности отверстия под головку спицы до диаметра более 6,3 мм — заварить и обработать отверстие до нормального размера ;износ поверхности отверстия ступицы под подшипник до диаметра более 47 мм — восстановить электронатиранием до нормального размера
срыв резьбы ступицы более двух ниток—сточить резьбу, обварить, проточить и нарезать резьбу М52Х1;срыв резьбы в корпусе колеса под масленку более двух ниток — заварить отверстие, рассверлить и нарезать резьбу нормального размера.
Ось заднего колеса изготовлена из стали ЗОХГС или 30ХГСА с твердостью HRC 30—36. При трещинах любого размера ось заменяют. При срыве резьбы более двух ниток стачивают дефектную резьбу, обваривают, протачивают и нарезают резьбу нормального размера М14Х1.5, а для оси переднего колеса—размером М18Х1.5 (левая).При ремонте ось может иметь следующие дефекты:
износ поверхности оси под крышку картера и подшипники до диаметра менее 19,55 мм — хромировать поверхность и шлифовать до нормального размера оси 201(у)4 мм;погнутость оси более 0,2 мм — выправить ось до устранения погнутости. При износе оси под левый наконечник у колес мотоцикла «Урал» М-62 до диаметра менее 23,62 мм ось хромировать и шлифовать до нормального размера 241о.2з мм. Дефектация и восста-
новление передних осей аналогичны дефектации и восстановлению задних осей.У мотоциклов Киевского завода задние оси колес имеют длину 218,5 и 207,3 мм, а передние —181,5 и 169,3 мм, у мотоциклов Ир-битского завода ось заднего колеса имеет длину 332 мм и передняя— 258 мм, но все оси имеют одинаковый диаметр и резьбу.
Ступицу колеса в сборе мотоциклов «Урал» при износе боковых поверхностей шлицевых впадин до ширины более 2,7 мм заменяют. При ремонте ступица может иметь следующие дефекты:трещины на ступице и тормозном барабане — ограничить трещины, просверлив отверстия, разделать под заварку, заварить и шов зачистить заподлицо с основным металлом;
износ поверхности тормозного барабана до диаметра более 204,5 мм — обварить барабан по поверхности, установить на станок и проточить до нормального размера 203+0-3 мм;ослабление посадки заклепок — обжать заклепки или заменить новыми;
износ, смятие отверстий ступицы под спицы до диаметра более 6,3 мм — заварить отверстие и обработать до нормального размера 5,2 мм;износ. поверхности отверстия под подшипники до диаметра более 47 мм — восстановить поверхность электронатиранием до нормального размера отверстия 47 мм;
срыв резьбы отверстия более двух ниток — сточить резьбу, обварить поверхность отверстия, проточить и нарезать резьбу нормального размера М52Х1;срыв резьбы отверстия под масленку более двух ниток—рассверлить отверстие и заварить, нарезать резьбу нормального размера.
Во время осмотра деталей тормоза (рис. 62) проверяют упругость пружин колодок 4, величину износа или замасливания фрикционных накладок. Замасленные накладки промывают в чистом бензине и слегка шлифуют наждачной шкуркой, изношенные накладки снимают и заменяют новыми.Конус 5 изготовлен из стали 40Х и имеет твердость HRC 50-56. При срыве резьбы более двух ниток, износе канавок на конической поверхности конуса до ширины более 0,3 мм и граней — до размера менее 7,6 мм конус заменяют. Допускается обварка и обработка граней до размера 8_0>2 мм.
Диск переднего тормоза мотоциклов «Днепр» изготовлен из алюминиевого сплава АЛ 10В; у мотоциклов «Урал» крышка переднего тормоза изготовлена из алюминиевого сплава АЛ2. Они имеют твердость НВ 20. При трещинах, выходящих на посадочные поверхности отверстий, диск заменяют.При ремонте диск может иметь следующие дефекты: трещины, не выходящие на посадочные поверхности отверстий,— разделать трещины и залить эпоксидной композицией, дать затвердеть и зачистить шов заподлицо с основным металлом;
износ поверхности отверстия под втулку до диаметра более 25,08 мм — обработать отверстие до размера 25,5+°.°45 мм под ре-монтную втулку;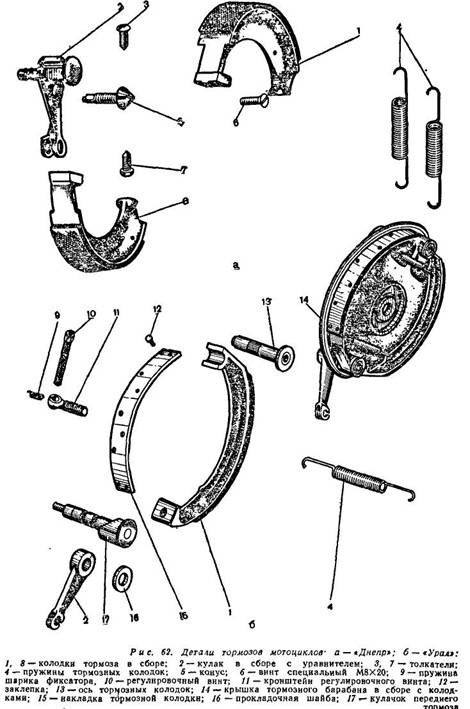
16.06 мм — обработать отверстие до размера 16,5 мм пад ремонт. ную втулку;
срыв резьбы отверстия под регулировочный болт более двух ниток— рассверлить отверстие, заварить, просверлить и нарезать резьбу нормального размера;износ поверхности отверстия под кронштейн до диаметра более
20.07 мм — обработать отверстие до ремонтного размера 25,15 или 20,3 мм под кронштейн соответствующего размера.Для мотоциклов «Урал» при износе поверхности оси тормозных колодок до диаметра менее 13,8 мм ось заменяют; при износе поверхности отверстия под ось кулачка до диаметра более 12,36 мм обрабатывают отверстие до размера 12,75+0-035 мм под ремонтную втулку.
Кронштейн изготовлен из "стали 235ЛК-11 (только у мотоциклов «Днепр») и при ремонте может иметь следующие дефекты:износ поверхности кронштейна под диск тормоза и картер задней передачи до диаметра менее 20,05 мм — хромировать поверхность и шлифовать до нормального размера кронштейна 20 мм или его ремонтных размеров 20,2; 20,3 мм;
износ поверхности отверстия под толкатель до диаметра более 85 мм — обработать под ремонтный толкатель;срыв резьбы отверстия более двух ниток—рассверлить отверстие и нарезать резьбу ремонтного размера М14Х1.5 под ремонтный конус. Допускается рассверливание резьбового отверстия, заварка, просверливание и нарезка резьбы нормального размера М12Х1,25.
Колодку тормоза при трещинах любого размера и расположения заменяют.При ремонте накладка может иметь следующие дефекты:
износ до толщины менее 3,2 мм — заменить накладку и обработать в сборе со второй колодкой до диаметра 202...202,8 мм. При замене фрикционных накладок тормозных колодок их следует обжать на колодках струбциной или другими приспособлениями. При приклеивании накладки тормозной колодки последнюю очищают и драчевым напильником или рашпилем делают поверхность накладки колодки более шероховатой. На подготовленные поверхности наносят тонкий слой клея и затем подсушивают в течение 10,.. 15 мин при температуре 18...20°С или 5 мин при 6О...65°С в сушильном шкафу. После этого накладки и колодки прижимают друг к другу поверхностями, смазанными клеем, создавая давление не менее 500...800 кПа, и в таком состоянии выдерживают при температуре 180...200°С в течение 40 мин. Затем детали охлаждают на открытом воздухе, освобождают и обрабатывают колодку под соответствующий размер тормозных барабанов;местный износ поверхности под уравнитель (у мотоциклов серии «Днепр») и кулачок тормоза (у мотоциклов серии «Урал») глубиной до 0,4 мм — обработать поверхность пластины до устранения дефекта, но до размера не менее 9,6 мм (для мотоциклов «Днепр») и 7 мм (для мотоциклов «Урал»); при большей глубине износа наварить дефектный участок пластины и обработать заподлицо с основным металлом;
износ сферической поверхности под ось до диаметра более 3,75мм (у .мотоциклов серии — «Урал») и под толкатель — более 6,5 мм (у мотоциклов серии «Днепр»)—обварить поверхность и обработать сферы до нормального размера.Сборка. Замена сальников требуется, если вытекает смазочный материал, и в случае скрежета в ступице колеса. Посадочные места роликоподшипников в ступицах колеса и внутренняя поверхность тормозного барабана должны быть чистыми. При сборке колеса в ступицу вкладывают упорную шайбу и распорную правую втулку, поместив буртик последней в выточку упорной шайбы. Запрессовывают роликоподшипник, предварительно смазанный «Литолом-24», широкой стороной наружной обоймы к упорной шайбе. Подшипник должен прижать упорную шайбу. Затем устанавливают промежуточную втулку, запрессовывают второй роликоподшипник широкой стороной наружной обоймы к гайке сальника, а в гайку — сальник, расположив его так, чтобы снимающая масло кромка с пружиной была внутри гайки.
После этого в гайку сальника со стороны подшипника вставляют левую распорную втулку, заворачивают гайку до упора, плотно затянув подшипники. Внутреннюю полость ступицы заполняют на Уз объема «Литолом-24». Правая распорная втулка должна свободно проворачиваться, имея осевой разбег в ступице 0,25...1,0 мм. Затяжку подшипников регулируют гайкой так, чтобы колесо, закрепленное на оси, свободно вращалось без ощутимой слабины (осевой разбег ступиц должен быть 0,04...0,07 мм). Гайки ступицы после регулировки надежно застопоривают контргайкой.При установке одной или нескольких спиц взамен оборванных новые спицы располагают в соответствующие им пары отверстий обода и ступицы. Когда оборвано много спиц, соответствующее отЁер-стие для установки новой спицы определяют по аналогии с расположением спиц у исправного колеса. На установленные спицы наворачивают ниппели сначала рукой или отверткой до половины резьбы, а затем ключом.
Если необходима замена обода, подбирают спицы и укомплектовывают их ниппелями. В ступицу колеса мотоцикла «Днепр» устанавливают спицы одинаковой длины, причем так, чтобы их головки лежали в одном направлении через одно свободное отверстие друг от друга; в оставшиеся отверстия вставляют спицы в обратном направлении. Для колеса мотоцикла «Урал» подбирают 20 коротких и 20 длинных спиц с ниппелями, вставляют в венец барабана 20 коротких спиц, кладут ступицу на верстак барабаном вниз. Располагают спицы в направлении осей отверстий, чтобы спицы пересекались между собой примерно на половине их длины. Затем кладут на верстак обод концентрично ступице, расположив так, чтобы отверстия для ниппелей коротких спиц совпадали с направлением осей спиц (между перекрещивающимися короткими спицами должно быть одно отверстие для длинной спицы, направленное вправо).иуи сиирпе umepciMe располагают в оооде для вентиля против отверстия колпачковой масленки под углом 180°. Допускается уто-пание сииц в ниппелях на глубину до 4 мм. Расстояние от торца обода до торца тормозного барабана должно быть 3,5...5,5 мм. Замена накладок на тормозных колодках и определение биения колеса описаны в разделе «Текущий ремонт и разборка на агрегаты и узлы».
Покрышку колеса монтируют по бортовым ограничителям без перекосов, предварительно протерев ее тальком. Вентиль затягивают, расположив его по радиусу колеса. Боковое биение накачанной шины должно быть не более 3 мм, эллипсность — не более 5 мм.