
Двигатель собирают в следующем порядке. Смазывают бакелитовым лаком резьбу заглушки, заворачивают ее заподлицо с плоскостью картера и метят в двух местах. Заводят стопорное упорное кольцо МТ801120 или МТ801120-А так, чтобы сливное отверстие в картере (диаметром 4 мм) находилось в прорези кольца. Запрессовывают наружную обойму роликоподшипника в картер до упора, а внутреннюю обойму напрессовывают на короткий хвостовик коленчатого вала. В картер двигателей мотоциклов «Днепр» К-650 и МТ-9 вворачивают шпильки 216231-П8, 216236-П8 и МТ801102 до упора, у двигателя мотоцикла МТ-10-36 — дополнительно шпильку 216462-П8. После установки шпилек, запрессовки распорной втулки 7201102, трубки маслоотвода 7201103, ее пробки 7201104, втулки
7201106 зубчатого колеса привода смазочного насоса и втулки7201107 распределительного вала картер тщательно осматривают. Трещины, недопрессовки и перекосы не допускаются. Втулку 7201106 запрессовывают в картер с натягом 0,01...0,02 мм, втулку 7201107 — с натягом 0,02...0,01 мм (обеспечить подбором втулок). В запрессованных втулках 7201106 и 7201107 отверстия для смазки должны совпадать с отверстиями в картере. После запрессовки втулки 7201106 ее необходимо развернуть до диаметра 14+0019 мм. Отверстия втулки 7201107 после запрессовки проверяют проходным калибром диаметром 22,02 мм.
В картере двигателя шпильки 009411-П29 или 009411-П8 (у мотоциклов «Днепр-12») должны быть ввернуты до упора. Длина выступающей части правой верхней шпильки — не более 41 мм, для остальных шпилек — не более 37 мм.Сборка крышек распределительных коробок. После запрессовки штифтов и обойм распределительного вала крышки распределительных коробок тщательно осматривают, трещины и недопрессовка не допускаются. Обойма распределительного вала с сальником должна плотно входить в заточку крышки.
На двигателях мотоциклов «Урал-3» М-66 и «Урал» М-67-36 в распределительной крышке устанавливают бумажный очиститель масла двигателя 660190, его пружину 6601693 и прокладку 7205224-01, которые затягивают резьбовой пробкой 6601671. В крышке также монтируют перепускной смазочный клапан с регулировочным винтом давления. После сборки крышки проверяют смазочные линии на герметичность давлением не менее 300 кПа. Клапан должен открываться при давлении 80±1 кПа.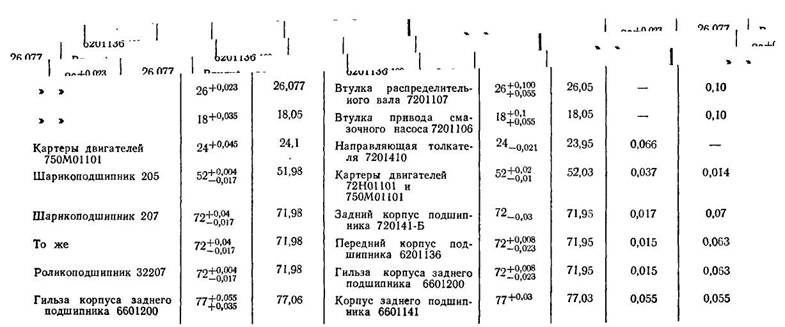
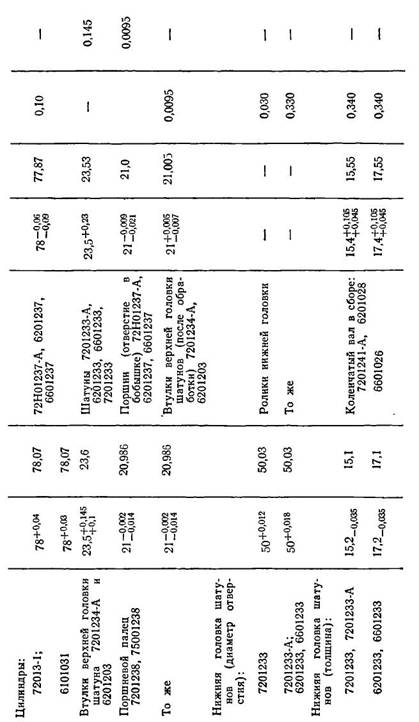
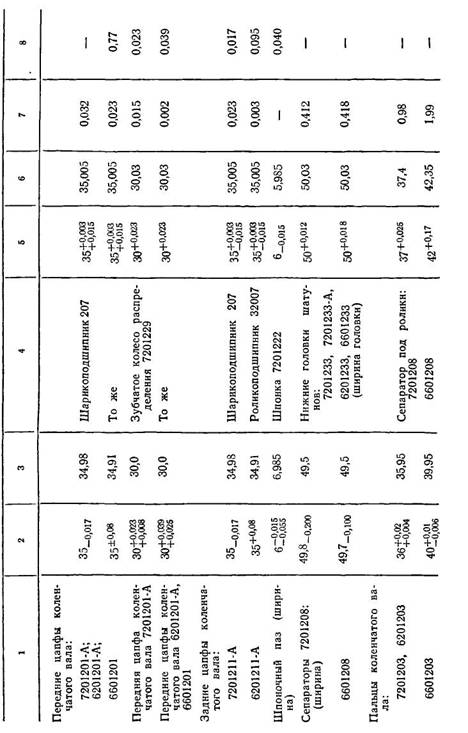
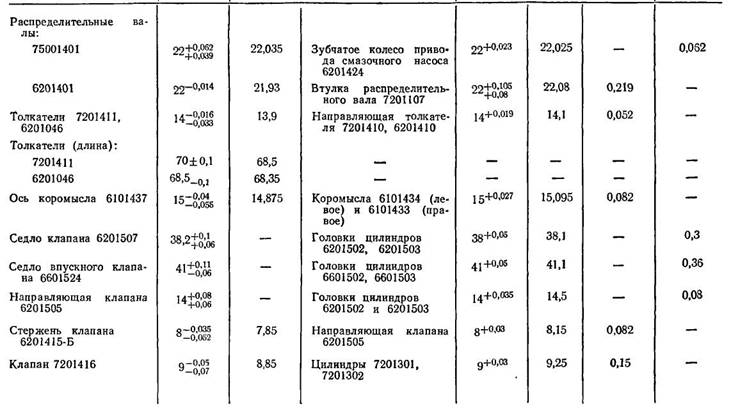
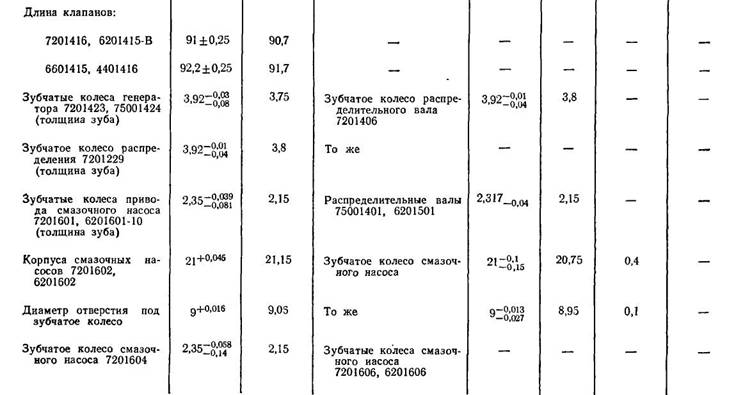
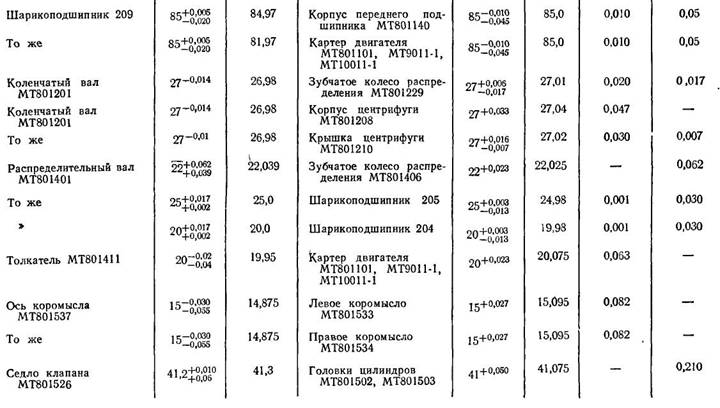
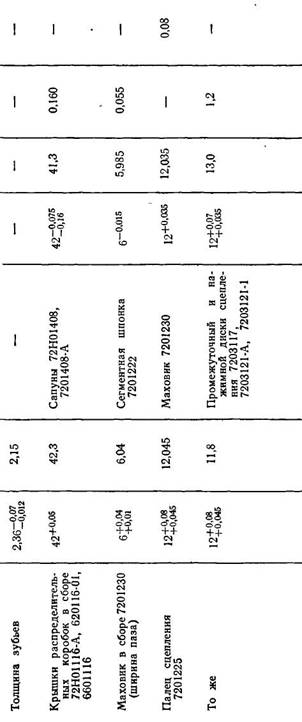 Таблица 11.
Таблица 11. Номинальные и допустимые размеры, допуски и натяги деталей двигателей и механизмов сцепления мотоциклов «Днепр»
в основных сопряжениях К-350, МТ-9 и МТ-10-36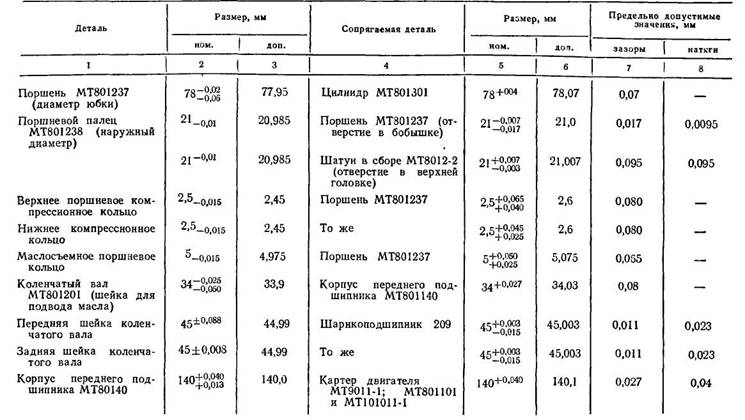
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Направляющая клапана МТ801524 | 14+0.80 14+0.045 | 14,04 | To же | ,4+0.015 *-0,012 | 14,02 | — | 0,080 |
| Клапан МТ801523 | q-0,035 ° -0,060 | 7,9 | Направляющая клапана МТ801524 | 8+0,22 | 8,05 | 0,082 | — |
| Палец сцепления | 19+0.080 lz+0,045 | 12,0 | Маховик МТ801223 | j 2+0,035 | 12,035 | — | 0,080 |
| То же | 19+0,080 IZ+0,045 | 12,0 | Ведущий промежуточный диск сцепления 7203117 | 12,5+0-07 | 13,0 | 0,525 | — |
| Палец сцепления 7201225 | 19 + 0,080 lz+0,045 | 12,0 | Ведущий нажимной диск сцепления 7203121-А | 12,5 +0-07 | 12,6 | 0,525 | — |
| Плунжер редукционного клапана МТ801606 | 1 о—0,075 ll5—0,110 | 12,85 | Корпус смазочного насоса МТ801607 | ! 3+0,07 | 13,08 | 0,180 | — |
| Корпус смазочного насоса | 2923+0.045 | 29,375 | Ведущая шестерня смазочного насоса | ^9>z-0,04 | 29,1 | 0,200 | — |
| Шлицы ведомых дисков сцепления в сборе 7203113, 62030313, 7203114 | 4+0.05 | 4,2 | Шлицы ведущих валов коробок передач 7204201, 6204201 | 4-0.04 *-0.П | 3,75 | 0,45 |
Примечание. Упругость пружины 7201419 клапана, сжатой До длины 37 мм, должна быть ие менее 380 Н, упругость пружины клапана 6201420-01 (внутренней)— ие менее 105 Н при сжатии до 30,5 мм, а длина в свободном состоянии — не менее 39 мм. Упругость пружины клапана 6201419-01 (наружной) при сжатии до Длины 34 мм должна быть не менее 160 Н, а длина в свободном состоянии — 43 мм Неперпендикулярность пружин по их длине ие должна превышать 1 мм.
Пружину сцепления нажимную 7203115 проверяют на упругость сжатия до длины 21 мм, при этом усилие должно быть не менее 150 Н.Смазочный насос двигателей мотоциклов «Днепр» К-650, МТ-9 и МТ-10-36 следует собирать в таком порядке: в корпус насоса запрессовывают штифт и устанавливают ведомое и ведущее зубчатые колеса; надевают прокладку и крышку корпуса; устанавливают перепускной клапан и заборную трубку. Запрессовывают шарикоподшипник 209 до упора в кольцо корпуса переднего подшипника двигателя, вставляют в отверстие корпуса подсобранный смазочный насос (хвостовиком ведущего зубчатого колеса), а в отверстия корпуса подшипника — шпильки или болты с установленными на них специальными шайбами и заворачивают их до отказа, отгибают на грани болтов края шайб. Устанавливают на выходящий хвостовик ведущего зубчатого колеса смазочного насоса шпонку и затем зубчатое колесо привода насоса, затягивают гайку до отказа и шплинтуют. Смазочный насос в сборе с корпусом переднего подшипника двигателя испытывают на работоспособность редукционного клапана, герметичность и давление.
Подбор цилиндров и поршней. На двигатели устанавливают цилиндры и поршни нормального или одного и того же ремонтного размера. Зазор между поршнем и цилиндром должен быть для новых поршней и цилиндров 0,07...0,09 мм и для поршней и цилиндров ремонтных размеров — 0,08...0,10 мм. Для обеспечения подбора цилиндры и поршни сортируют в пределах каждого размера на размерные группы, обозначаемые размерными индексами: цилиндры — по диаметру отверстия, поршни — по диаметру юбки в плоскости, перпендикулярной оси пальца. Размерные индексы клеймят на днище поршня и на фланце цилиндра; они соответствуют следующим размерам (табл. 12).Примечание. В числителе указаны индексы и размеры, принятые на Киевском мотоциклетном заводе, в знаменателе — иа Ирбнтском.
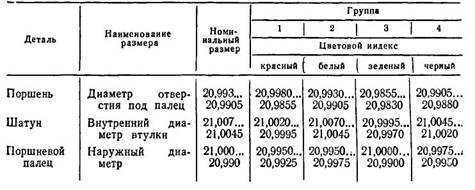
Ремонтные размеры цилиндров и поршней увеличены против нормальных: первого ремонта — на 0,2 мм, второго — на 0,5, третьего — на 1,0 мм. Чтобы обеспечить требуемый зазор в сопряжении цилиндр— поршень в пределах 0,08...0,10 мм, руководствуются вышеуказанными размерами и индексами. По размеру отверстий под поршневой палец поршни, шатуны (по верхней головке со втулкой) и поршневые пальцы сортируют на размерные группы, обозначаемые цветовыми индексами (табл. 13).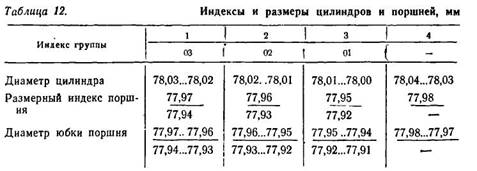
Размерные группы поршней, шатунов и поршневых пальцев, мм
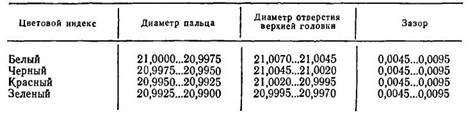
 Поршневые пальцы подбирают так, чтобы их цветовой индекс соответствовал индексу на верхних головках шатунов. Палец должен плотно входить в отверстие верхней головки шатуна под давлением большого пальца руки. Зазор в соединении верхняя головка шатуна — поршневой палец должен соответствовать указанному в таблице 14.
Поршневые пальцы подбирают так, чтобы их цветовой индекс соответствовал индексу на верхних головках шатунов. Палец должен плотно входить в отверстие верхней головки шатуна под давлением большого пальца руки. Зазор в соединении верхняя головка шатуна — поршневой палец должен соответствовать указанному в таблице 14.Таблица 14.
Цветовые индексы поршневых пальцев, головок шатунаи зазоры в сопряжении, мм
 Цветовые индексы размерных групп отверстий под поршневой палец на бобышке поршня и на стержне шатуна, соответствующие данному цилиндру (левому или правому), в собранном кривошип-но-шатунном механизме, должны совпадать.
Цветовые индексы размерных групп отверстий под поршневой палец на бобышке поршня и на стержне шатуна, соответствующие данному цилиндру (левому или правому), в собранном кривошип-но-шатунном механизме, должны совпадать.Перед подбором поршневой палец, шатун и поршень тщательно протирают и обдувают сжатым воздухом. Разница в массе поршней с подобранными поршневыми кольцами и пальцами для одного двигателя должна быть не более 5 г. Поршневые кольца устанавливают нормальные или ремонтные соответственно размерам цилиндров и поршней.
Собирать узлы и детали мотоциклов «Днепр» К-650, МТ-9 и МТ-10-36 следует в следующем порядке. Запрессовывают внутреннюю обойму роликоподшипника 420209 на короткий хвостовик коленчатого вала до упора. Разукомплектовка подшипника не допускается. Устанавливают подсобранный картер, вставляют в него коленчатый вал кверху длинным хвостовиком, накладывают корпус переднего подшипника в сборе с масляным насосом, совмещают крепежные отверстия корпуса с отверстиями в картере и запрессовывают корпус до упора. Затем накладывают на крепежные отверстия корпуса стопорные шайбы, «наживляют» болты М8Х18 и постепенно все диаметрально расположенные болты затягивают. Законтривают болты отгибом замочных шайб.Устанавливают подсобранный картер плоскостью крепления передней крышки вниз, на хвостовик коленчатого вала устанавливают распорную и отражательную шайбы, кладут на отверстие диаметром 85 мм сальник в сборе и запрессовывают заподлицо с торцом отверстия картера. Измеряют межцентровое расстояние между коленчатым валом и посадочными отверстиями под распределительный вал с отметкой на картере размера в сотых долях миллиметра плюса или минуса от номинала для подбора комплекта зубчатых колес. Допускается замена одного какого-либо зубчатого колеса с последующей проверкой бокового зазора в зацеплении. Для установки должного зазора зубчатые колеса подбирают по межцентровому расстоянию между коленчатым и распределительными валами в картере двигателя. Для мотоциклов «Днепр» отклонение межцентрового расстояния (в сотых долях миллиметра) составляет:
для картера в сборе с коленчатым валом в паре зубчатых колесДля мотоциклов «Урал» на заводе на верху картера справа от генератора выбивают индекс группы картера, а на торцовой поверхности зубчатых колес — индексы зубчатых колес:
| Группа картера | 0 | 1 | 2 | 3 | 4 | 5 | 55 |
| комплект зубчатых колес | 13-18 | 12-17 | 11-16 | 10-15 | 9-14 | 8-12 | 6-10 |
Согласно межцентровому расстоянию берут комплект зубчатых колес распределения и напрессовывают ведомое зубчатое колесо на распределительный вал. Предварительно смазывают подшипники маслом для двигателя и запрессовывают распределительный вал на место, совместив отверстия корпуса с резьбовыми отверстиями в картере, «наживляют» винты и затем затягивают их.
Напрессовывают ведущее зубчатое колесо газораспределения на переднюю шейку коленчатого вала, совместив шпоночный паз со шпонкой и риски установки газораспределения. Боковой зазор между зубьями колес должен быть 0,03...0,08 мм, при этом колебания величины зазора в одной и той же паре зубчатых колес должны быть не более 0,05 мм.Устанавливают прокладку на ведущее зубчатое колесо. Надевают корпус центрифуги на переднюю шейку коленчатого вала, совместив шпоночный паз со шпонкой, и проверяют совпадение отверстия диа-
 метром 5,5 мм в корпусе центрифуги с отверстием смазочной линии в коленчатом валу штырем диаметром 4 мм и длиной 80 мм. Укладывают в кольцевую канавку корпуса центрифуги уплотнительное кольцо. Накладывают экран центрифуги на выточку корпуса, совместив выступ в экране с отверстием диаметром 5,5 мм в корпусе. Устанавливают крышку центрифуги на переднюю шейку коленчатого вала, совместив паз со шпонкой.
метром 5,5 мм в корпусе центрифуги с отверстием смазочной линии в коленчатом валу штырем диаметром 4 мм и длиной 80 мм. Укладывают в кольцевую канавку корпуса центрифуги уплотнительное кольцо. Накладывают экран центрифуги на выточку корпуса, совместив выступ в экране с отверстием диаметром 5,5 мм в корпусе. Устанавливают крышку центрифуги на переднюю шейку коленчатого вала, совместив паз со шпонкой.На болт М.10-22 надевают две шайбы, прокладку шайбы и уплотнительное кольцо. Заворачивают болт в резьбовое отверстие М10
 передней шейки коленчатого вала, совместив при этом выступ шайбы со впадиной в крышке центрифуги. После затяжки болта законтри-вают его отгибом стопорной шайбы на грань головки.
передней шейки коленчатого вала, совместив при этом выступ шайбы со впадиной в крышке центрифуги. После затяжки болта законтри-вают его отгибом стопорной шайбы на грань головки.Смазывают маслом сапун и устанавливают на зубчатое колесо распределительного вала, совместив отверстие в сапуне со штифтом в зубчатом колесе. Смазывают прокладку с обеих сторон «Лито-лом-24» и накладывают на плоскость разъема картера.
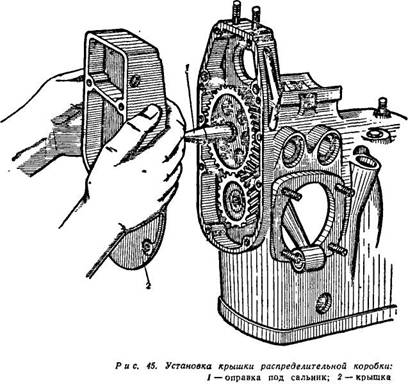
Устанавливают на хвостовик распределительного вала специальную оправку для предохранения сальника от повреждения (рис. 45) и накладывают крышку распределительной коробки на картер: заворачивают болты М6Х40 и М6Х55, предварительно надев на них шайбы диаметром 6 мм. Заворачивают заборную трубку в корпус смазочного насоса и контрят гайкой. Устанавливают приемник масла в сборе, закрепив его болтами М6Х16, предварительно надев на них шайбы диаметром 6 мм. Берут поддон в сборе, накладывают прокладку и прикрепляют его болтами М6Х16 с шайбами 252143-П2 к картеру. Заворачивают в картер пробку заливного отверстия в сборе, положив под нее прокладку. Устанавливают в резьбовые отверстия картера: шпильки М8Х40 крепления коробки передач, шпильки М8Х14 крепления упора генератора, шпильки М8Х14 крепления к раме мотоцикла и последовательно заворачивают их до упора.Устанавливают хомут генератора в сборе, прикрепляют болтами М8Х18 к картеру, предварительно надев шайбы диаметром 8 мм. Укладывают уплотнительную прокладку генератора, устанавливают в сборе генератор и его упор.
Закладывают в электропечь или водяную ванну скомплектованные по цветовым индексам и массе поршни (без пальцев) с кольцами и нагревают до 8О...1ОО°С. Перед сборкой верхние головки шатунов и пальцы протирают салфетками насухо. Надевают палец на оправку, вставив с другой стороны в отверстие пальца направляющий конус; смазывают палец маслом для двигателя; совмещают отверстие в поршне с отверстием в верхней головке шатуна и вдавливают поршневой палец рукой на место (см. рис. 16). Поддерживать горячий поршень следует в рукавицах. Устанавливать поршневой палец нужно быстро, так как поршень остывает и палец может «прихватить». Запрессовка пальца ударами недопустима; в случае «прихватки» пальца его необходимо выпрессовать и операцию повторить. Стрелки на днище поршня должны быть направлены в сторону смазочного насоса. Заводят стопорные кольца отогнутым концом наружу. Правый и левый поршни в сборе с пальцами и кольцами должны быть одной весовой группы.Разводят замки поршневых колец под углом 120° относительно друг друга. Вставляют промасленные прокладки сливной трубки в отверстия картера диаметром 15 мм на плоскости крепления цилиндра. Берут цилиндр, смазывают его зеркало маслом для двигателя, надевают на горловину смазочную прокладку, смазывают маслом поршень и его палец. Ленточным или специальным зажимом зажимают поршневые кольца (см. рис. 18) тс надевают цилиндр на поршень и на шпильки картера и заворачивают гайки до отказа. Аналогичную работу производят со вторым цилиндром.
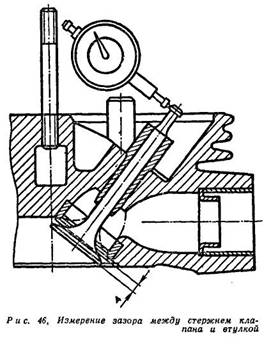
На верхний фланец цилиндра накладывают прокладку. Прокладку, имеющую разрывы и прогары, заменяют новой заводской или вырубленной вручную из армированного асбеста. Из неармированно-го асбеста прокладку делать нельзя, так как она быстро повреждается при работе. Прокладку из клингерита изготовлять труднее, и она менее надежна, чем из армированного асбеста. При отсутствии армированного асбеста можно вырубить прокладку из листовой меди толщиной 0,3...0,8 мм, затем ее нагревают докрасна и быстро опускают в холодную воду для придания мягкости.Для установки правой головки цилиндра в гнезда картера устанавливают толкатели, предварительно смазав их маслом. Зазор
между клапаном и направляющей втулкой должен быть 0,035... 0,083 мм. На рисунке 46 показано, как измерять боковой зазор между стержнем клапана и втулкой. После этого вставляют в кожухи штанги в сборе и надевают уплотнительные колпачки. Устанавливают подсобранную головку на шпильки, совместив кожухи штанг с уплотнительными колпачками и дренажную трубку с отверстием в картере. Подложив шайбы, закрепляют головку цилиндра специальными гайками. Гайки затягивают постепенно крест-накрест так,чтобы головка устанавливалась на торец цилиндра без перекоса. Аналогично устанавливают головки левого цилиндра.
Смазывают маслом пружины клапанов, оси коромысел и наконечники штанг правой и левой головок цилиндров, устанавливают на штыри прокладки крышек головок цилиндров и закрепляют крышки, затянув болты с шайбами.Заворачивают до упора шпильки крепления карбюраторов в правую и левую головки цилиндров, надевают на шпильки прокладки карбюраторов, устанавливают правый и левый карбюраторы; надевают шайбы на шпильки и затягивают гайки.
Устанавливают маховик с пальцами сцепления в сборе на конус задней шейки коленчатого вала, надевают замочную шайбу болта маховика. Затягивают болт крепления маховика и контрят его отгибом замочной шайбы на грань головки.Устанавливают нажимные пружины сцепления одной цветовой окраски. Накладывают на пружины последовательно диски сцепления: ведущий нажимной, ведомый в сборе, промежуточный, ведомый в сборе с маслоотражателем 7203113 и ведущий упорный. Соединяют диски шлицевой оправкой, накладывают специальное приспособление и постепенно сжимают пружины, совмещая при этом отверстия диаметром 12,5 мм нажимного и промежуточного дисков с пальцами маховика. Совмещают отверстия ведущего упорного диска с резьбовыми отверстиями пальцев, устанавливают винты и затягивают, раскернивают винты с двух сторон шлица. Не допускается ставить керны ближе 3 мм от кромки диска. При попадании шлица ближе 3 мм от кромки диска керны ставят с одной стороны шлица, но не более как у трех винтов. Головки винтов не должны выступать
 над плоскостью диска. Диски должны быть чистыми от масла и загрязнений.
над плоскостью диска. Диски должны быть чистыми от масла и загрязнений.Окончательно собирают двигатели мотоциклов «Урал» и «Днепр-12» в следующем порядке. Подшипник 207 запрессовывают до упора в предварительно нагретый до 100...120 °С корпус переднего подшипника. Затем корпус с подшипником запрессовывают в картер двигателя и центрируют его болтами по отношению к отверстиям крепления. Запрессовывать корпус следует осторожно, не
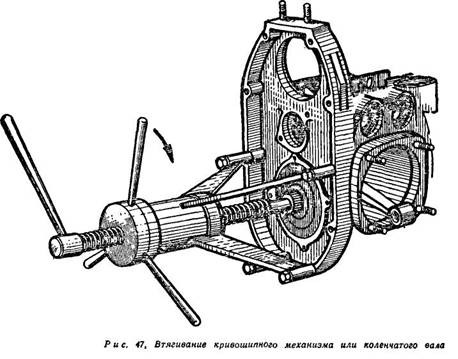 допуская снятия стружки с тела картера. При установке кривошипного механизма в картер прорезь для шпонки зубчатого колеса распределения, на передней цапфе должна быть вверху. Приспособлением втягивают передний конец кривошипного механизма в передний подшипник (рис. 47). Запрессовывают в задний корпус подшипника сальник и шарикоподшипник, проложив между ними распорную и отражательную (для масла) шайбы.
допуская снятия стружки с тела картера. При установке кривошипного механизма в картер прорезь для шпонки зубчатого колеса распределения, на передней цапфе должна быть вверху. Приспособлением втягивают передний конец кривошипного механизма в передний подшипник (рис. 47). Запрессовывают в задний корпус подшипника сальник и шарикоподшипник, проложив между ними распорную и отражательную (для масла) шайбы.Смазывают герметизирующим лаком (бакелитовый лак или лак «Герметик») заднюю плоскость картера, накладывают на задний корпус подшипника также смазанную прокладку и запрессовывают его в картер, сцентрировав болтами по отношению к отверстиям крепления картера. Закрепляют корпус заднего подшипника болтами, затягивая их крест-накрест. Зашплинтовывают болты крепления переднего и заднего корпусов подшипников круглой проволокой. Вставляют сегментную шпонку в задний конец коленчатого вала.
Напрессовывают ведущее зубчатое колесо газораспределения на переднюю цапфу коленчатого вала и надевают шайбу, совместив ее прорезь с выступающим концом шпонки. Устанавливают замочную шайбу и затягивают до отказа болтом. Законтривают болт отгибкой на грань замочной шайбы. Зазор между внутренней обоймой заднего шарикоподшипника и упорным буртом задней цапфы допускается для новых деталей 0,66...1,9 мм, для ремонтных — 0,66...2,3 мм. Смонтированный в картере коленчатый вал должен легко вращаться от руки и не иметь заеданий.Перед установкой распределительного вала его заднюю шейку и подшипник смазывают маслом для двигателя. Вал можно запрессовать легкими ударами молотка по оправке, установленной на конец вала и упирающейся в ступицу ведомого зубчатого колеса распределения. Боковой зазор между зубьями колес должен быть 0,01...0,2 мм. Колебание зазора допускается не более 0,05 мм. Ведомое зубчатое колесо напрессовывают на распределительный вал до упора в бурт без перекоса. Биение торца венца зубчатого колеса при вращении вала на опорных шейках не должно быть более 0,08 мм.
Подшипник 205 с распределительным валом запрессовывают в картер до упора и через фланец закрепляют винтами. Прокладку крышки распределительной коробки с обеих сторон смазывают герметизирующим лаком. При установке коробки для предохранения кромки сальника от заворота на носок распределительного вала надевают наконечник. Сапун с отверстием крышки должен иметь зазор 0,075...0,4 мм. При установке смазочного насоса необходимо следить за тем, чтобы прокладка не перекрывала смазочную линию, а корпус насоса плотно прилегал к опорной поверхности и штанга привода насоса вошла в квадратное отверстие зубчатого колеса. Насос закрепляют и зашплинтовывают проволокой. Смазочный очиститель перед установкой должен быть чистым и иметь исправную сетку. Пробку зубчатого колеса привода смазочного насоса затягивают до упора, при этом она не должна зажимать зубчатое колесо. Подкладку поддона при установке смазывают с обеих сторон герметизирующим лаком. Плоскости поддона и картера должны быть чистыми и не иметь забоин и заусенцев. Под болты ставят пружинные шайбы.Проверяют соответствие размерных и цветовых индексов на поршнях, цилиндрах, пальцах, шатунах, нанесенных при подборе этих деталей, и принадлежность комплектов поршней с пальцами и кольцами к одной весовой категории. Зазор между направляющими и толкателями — 0.016...0.2 мм. Толкатели должны легко скользить в своих направляющих без перекосов и заеданий. Зеркало цилиндра перед установкой головки цилиндра протирают и смазывают маслом для двигателя. Зазор между стержнем клапана и регулировочным винтом толкателя на холодном двигателе «Днепр» устанавливают на выпускном 0,1 ±0,01, на впускном — 0,07±0,01 мм, а у мотоциклов «Урал»—0,05 мм; регулировочные винты не должны иметь забитых граней и должны быть законтрены.
Прокладки цилиндров, крышек, клапанных коробок должны быть целыми. Гайки крепления цилиндров и болты крепления крышекклапанных коробок затягивают равномерно. Плотно, без качки устанавливают на конце задней цапфы маховик с пальцами сцепления. Зазор между маховиком и задним корпусом картера двигателя должен быть таким, чтобы маховик при прокручивании коленчатого вала не задевал за болты. Болт крепления маховика законтривают замочной шайбой.
Устанавливают генератор в посадочном гнезде картера так, чтобы зубчатое колесо генератора находилось справа от оси его корпуса, если смотреть со стороны, противоположной приводу. Зазор между зубчатыми колесами генератора и распределительного вала регулируют в пределах 0,01...0,2 мм поворотом корпуса генератора в посадочном гнезде картера. Колебание зазора допускается не более 0,05 мм. После регулировки генератор надежно закрепляют, затянув болт хомута. Зубчатые колеса распределения после закрепления генератора должны поворачиваться плавно, без заклиниваний. Генератор Г-424, устанавливаемый на двигателях мотоциклов «Днепр» МТ-10-36 и «Урал» М-67-36, закрепляют своим фланцем к картеру двигателя двумя шпильками. Зазор в зацеплении зубчатого колеса привода генератора регулируют также поворотом корпуса. Для регулировки запускают двигатель, ослабляют гайки крепления генератора, поворачивая корпус его в ту или другую сторону, находят оптимальное зацепление зубчатых колес, при котором генератор работает бесшумно, и в этом положении закрепляют его.Ведущий нажимной и промежуточный диски сцепления должны свободно, без заеданий и перекосов скользить на пальцах маховика. Нажимные пружины сцепления комплектуют только из одной маркированной группы (окрашенные краской одного цвета). Толщина комплекта дисков должна быть 18,8...20,4 мм и изменяться в пределах одного сцепления не более 0,5 мм (обеспечивается подбором деталей).
Винты крепления ведущего упорного сцепления затягивают и раскернивают в шлиц с двух сторон каждый. Винт не должен выступать за плоскость диска. При установке шлица винта ближе 3 мм к кромке диска шлиц кернят с одной стороны, но не более чем на трех винтах.Отремонтированный двигатель необходимо обкатать для приработки основных деталей, отрегулировать и испытать, чтобы оценить качество ремонта и соответствие техническим условиям. Отремонтированные агрегаты можно обкатывать на раме мотоцикла. Мотоцикл с отремонтированным агрегатом устанавливают на подставку, запускают двигатель, который должен проработать вхолостую с частотой вращения коленчатого вала 60О...700 мин"1 в течение 5...8 мин, затем включают четвертую передачу и еще обкатывать 8...10 мин с частотой вращения 1500...2000 мин-1. Затем включают поочередно все передачи в течение 10...15 мин с частотой вращения 2000...2500 мин"1. После обкатки сливают масло и заливают новое. Теперь можно приступить к обкатке на ходу при соблюдении максимальных скоростей: на первой передаче—15 км/ч, на второй — 15...25, на третьей — 25...40, на четвертой 40...50 км/ч. Не допускается перегрев на всех режимах работы.
Коробку передач и главную передачу обкатывают аналогично по следующему режиму: на первой передаче — в течение 10...12 мин, с частотой вращения 1500 мин-1, на второй — в течение 8—10 мин с частотой вращения 2000 мин-, на третьей — с частотой вращения 2000...2500 мин-1 в течение 5...8 мин. После чего сливают масло и заправляют агрегат новым маслом и затем обкатывают на ходу по указанному режиму.