
Гайки или болты, крепящие головку цилиндра, отвертывают только соответствующими по размерам торцовыми ключами. Сдвинуть с места прилипшую к цилиндру прокладку и головку цилиндра можно легким ударом молотка по приложенному к головке деревянному бруску или оправке из цветного металла. Отделяя головку от цилиндра, следят за отделением прокладки.
Если одна часть прокладки отходит вместе с головкой, а другая остается на цилиндре, то ножом отделяют вторую часть от цилиндра. На снятой прокладке ставят метку, чтобы при сборке установить ее точно в то же положение.Гайку с выпускной трубы отвертывают только ключом для круглых гаек. Прокладку между выпускной трубой и патрубком головки или цилиндра вынимают осторожно и сохраняют для установки при сборке.
После снятия головки цилиндров поршень устанавливают в в. м.т., и с его днища соскабливается нагар. Затем, переместив поршень несколько вниз с зеркала цилиндра, чистыми салфетками или концами удаляют крупинки нагара.Очищенную от нагара головку цилиндра, крепящие ее болты и гайки снаружи и изнутри промывают в керосине, бензине или моющем растворе. Перед установкой головки на цилиндр внимательно осматривают поверхности, на которых не должно быть забоин и заусенцев. Все неровности зачищают шабером или бархатным напильником.
Прокладку, имеющую разрывы, заменяют новой, заводской или вырубленной вручную из армированного асбеста. Из неармирован-ного асбеста прокладку делать нельзя, так как она быстро повредится. Прокладка из клингерита менее надежна, и ее трудно изготовить.Прокладку можно изготовить из листовой меди толщиной 0,3...0,8 мм, нагреть ее докрасна и быстро опустить в холодную воду для придания мягкости.
Прокладки головок цилиндров не должны иметь механических повреждений, пробоин и прогаров длиной более половины своей ширины.После установки головки на цилиндр болты и гайки постепенно затягивают по диагонали и крест-накрест, чтобы прокладка равномерно сжималась и не происходило вредных перенапряжений в головке.
Для предварительной проверки герметичности соединения головки с цилиндром кривошипный механизм или коленчатый вал двигателя прокручивают, при этом при плохой герметичности соединения с цилиндром на смазанном маслом шве образуются масляные пузырьки. Попытки чрезмерно тугим затягиванием гаек или болтов достигнуть герметичности приводят к срыву резьбы или обрыву шпилек.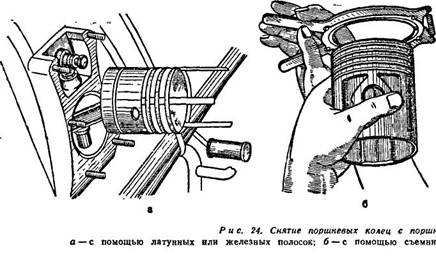
После нескольких часов работы двигателя и его остывания необходимо проверить затяжку болтов или гаек головки, а ослабевшие — подтянуть.
При повторной чистке нагара удаляют также нагар из канавок поршня, для чего необходимо снять цилиндр. Снимая цилиндр, следят за сохранностью прокладки между цилиндром и картером и в случае необходимости ножом отделяют прокладку. Разорванную прокладку при сборке заменяют новой из любой плотной бумаги, пропитанной в олифе или масле для двигателя. Если на плоскостях цилиндра и картера есть глубокие повреждения, прокладку смазывают бакелитовым или щелачным лаком.После снятия цилиндра немедленно внутрь поршня вкладывают чистые концы, затем из куска плотной ткани изготовляют «воротник» соответствующего размера, сквозь прорезь которого продевают поршень. Чтобы предохранить от поломки юбку поршня при ударах о шатун и предотвратить попадание посторонних предметов, нагара и пыли в полость картера, «воротник» завязывают шпагатом вокруг шатуна и закрывают отверстие картера.
 Поршневые кольца снимают с поршня съемником или латунными или железными полосками (рис. 24). При этом следует отметить месторасположение колец по канавкам поршня, чтобы при сборке установить их на свои места.
Поршневые кольца снимают с поршня съемником или латунными или железными полосками (рис. 24). При этом следует отметить месторасположение колец по канавкам поршня, чтобы при сборке установить их на свои места.Нагар очищают из всех уголков канавок поршня специальным приспособлением (рис. 25), состоящим из стальной ленты, на внутренней поверхности которой закреплены резцы. Приспособление устанавливают в канавку поршня, сжимают рукоятки и, поворачивая его кругом, удаляют нагар. Поршень при этом должен быть закреплен в тисках с губками, имеющими свинцовые или медные прокладки.
Очищенные детали промывают и насухо вытирают. Днище поршня желательно полировать известью. Устанавливают поршневые кольца также с помощью съемника или полосок латуни. Замки колец располагают в канавках поршня под углом 120°. Поршень с кольцами слегка смазывают маслом для двигателя до установки его в цилиндр.При надевании цилиндра на поршень для сжатия колец используют специальные приспособления в виде хомутов из жести или другого материала. Однахо можно надеть цилиндр и без приспособлений, воспользовавшись имеющейся на нижней части зеркала цилиндра конической фаской. В цилиндр последовательно заправляют верхние и следующие за ними кольца. При этом сжимают каждое кольцо пальцами рук так, чтобы замок кольца почти сомкнулся, и одновременно слегка надевают цилиндр.
В течение всей операции установки цилиндра отверстия в его фланце должны находиться против соответствующих шпилек. Провертывание цилиндра вокруг продольной оси нарушит правильное расположение замков колец.Закрепляют гайки на фланце цилиндра в той же последовательности, что и при установке головки цилиндра. После закрепления цилиндра устанавливают его головку, карбюратор, выпускную трубу и другие детали.