Картеры сцепления обрабатываются на заводе совместно с блоками, поэтому они не взаимозаменяемы и отъединять их от блоков не рекомендуется, за исключенном случаев замены новыми или ремонта.
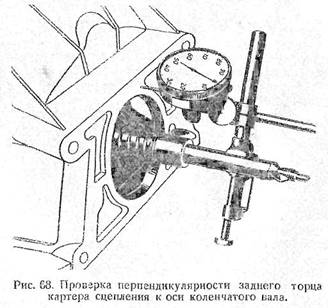
При этом надо иметь в виду, что картеры сцепления, отправляемые в запасные части, обрабатываются на заводе окончательно, и поэтому все операции по замене и х- должны сводиться лишь к проверке концентричности отверстия, служащего для центрирования коробки передач с осью коленчатого вала, а также проверке перпендикулярности заднего торца картера относительно оси коленчатого вала. Метод проверки показан на рис. 67 и 68. При проверке стойка индикатора закрепляется на фланце коленчатого вала; маховик и сцепление при этой-проверке рекомендуется снимать. Биение отверстия не должно превышать 0,25 мм, а торца—0,08 мм.
Если при установке нового или отремонтированного картера результаты проверки окажутся неудовлетворительными, то необходимо проделать следующее:

1) выпрессовать установочные штифты и рассверлить крепежные отверстия в картере и блоке до диаметра 13,6 мм;
2) поставить картер сцепления на все шесть болтов крепления и привернуть его к блоку, не затягивая болтов до отказа;
3) с помощью легких ударов по картеру медным молотком добиться такого положения его, при котором биение отверстия, центрирующего коробку передач, не превышало бы 0,2 мм. После этого надежно затянуть все шесть болтов; .
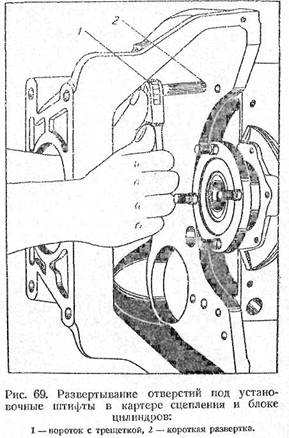
4) разверткой диаметром 14 мм развернуть на проход оба отверстия под установочные штифты как в картере, так и в заднем торце блока (рис. 69).
Запрессовать в эти отверстия медным молотком новые установочные штифты диаметром 14 мм;
5) проверить перпендикулярность заднего торца картера
к оси коленчатого вала. Если отклонение превышает 0,08 мм, то с помощью бумажных прокладок между картером и блоком добиться, чтобы оно не превышало указанной величины. Замене подлежат картеры с обломами любого характера и расположения; ремонту — картеры с трещинами, общей длиной до 200 мм и числом не более двух.
Трещины в чугунных картерах завариваются точно так же, как и в блоках цилиндров.
При заварке трещин в картере двигателя ЗИМ-12, изготовленном из алюминиевого сплава, как и вообще при сварке у всех алюминиевых сплавов, пламя горелки должно быть обязательно нейтральным, с расположением его ядра от сварочной Шины на расстоянии в 6—10 мм. Предварительный равномерный подогрев всей детали производится до температуры 300— 400° С. Так как определить температуру нагревания алюминиевых сплавов на глаз невозможно (они при этом не меняют своего цвета), то она в данном случае проверяется по обугливанию древесных опилок, насыпанных на картер, или проведением по его поверхности черты стальным стержнем: если получается блестящий след, то подогрев картера считается достаточным. Заварку рекомендуется производить прутками, изготовленными из сплава свариваемой детали (см. табл. 20 и 21) с обязательным применением специальных флюсов для сварки алюминиевых сплавов. По окончании сварки деталь должна быть медленно охлаждена в песке. Для удаления остатков флюса, усиливающих коррозию металла, шов после окончательного охлаждения детали должен быть тщательно промыт щеткой в теплой воде.