
К дефектом головок цилиндров, которые могут быть устранены ремонтом, относятся: коробление плоскости прилегания к блоку цилиндров; износ или повреждение резьбы в отверстиях под свечи; повреждение резьбы в отверстиях шпилек выпускного патрубка водяной рубашки или болтов кронштейна фильтра тонкой очистки; выработка опорной поверхности под свечи и под гайки шпилек крепления головки к блоку, течь. в оды через отверстия под шпильки крепления головки к блоку; трещины на водяной рубашке; прогорание перемычки между впускными клапанами.
Не подлежат ремонту головки, имеющие трещины и пробоины в камере сгорания и на плоскости прилегания к блоку (любого размера и расположения).
В случаях, когда коробление головки превышает 0,2 мм, необходимо при небольших величинах (до 0,5 мм) устранят ь- его шабровкой указанной плоскости по краске, а при короблениях, превышающих 0,5 мм,—шлифовкой, фрезеровкой или припиловкой напильником с последующей шабровкой; при этом глубину камер сгорания можно уменьшить не более чем на 0,7 мм против номинального размера.
Износ или повреждение резьбы под свечи устраняется" постановкой бронзовой переходной втулки (рис. 70); ввертываемой в предварительно рассверленное и нарезанное отверстие для свечи, С наружной стороны отверстие цекуется под бур-
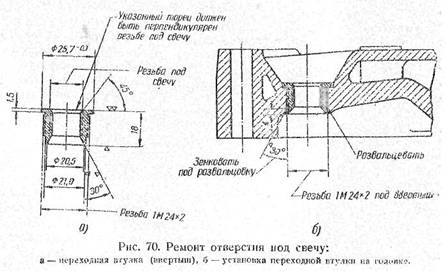
тик втулки, а с внутренней (со стороны камеры сгорания) зенкуется под углом 60°на глубину 4 мм для развальцовки втулки, обеспечивающей герметичность. Втулка должна плотно ввертываться в резьбу на сурике.
После развальцовки втулки с помощью конусной оправки и молотка, производится зачистка плоскости прилегания свечной прокладки на втулке и чистовая прогонка резьбы под свечу.
В головках двигателей ГАЗ-51, М-20 и ГА3-6.9 нарезается резьба 1М18Х1.5 (средний диаметр резьбы 17,03- -17,16 мм), а в головке двигателя ЗИМ-12 — резьба СПМ14Х1,25 (средний диаметр резьбы 13,188—13,30 мм).
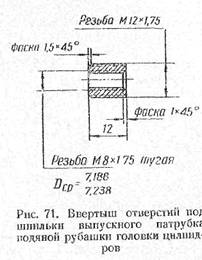
При повреждении резьбы в отверстиях шпилек выпускного патрубка водяной рубашки или болтов кронштейна фильтра тонкой очистки, прибегают к постановке бронзовых ввертышей (рис. 71). Порядок постановки ввертышей такой же, как и при постановке ввертышей в блок, цилиндров.
Опорные поверхности под свечные прокладки или под гайки шпилек крепления головки к блоку, имеющие выработку, цекуются .
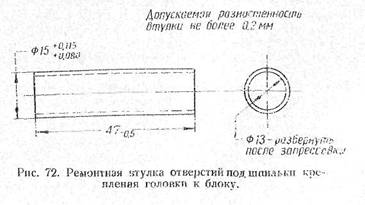
Течь воды через отверстия под шпильки крепления головки устраняется запрессовкой ремонтных втулок (рис. 72), изготовленных из латуни.
Дефектное отверстие при этом предварительно развертывается до диаметра 15 + 0. 035 мм
Заварка трещин на водяной рубашке головки (общей длиной до 200 мм и числом не более двух) производится
аналогично заварке трещин картера сцепления двигателя ЗИМ-12, описанной в предыдущем разделе.
К заварке прогоревших перемычек между клапанами соседних камер можно прибегать лишь в самых исключительных случаях.
После заварки трещин надо обязательно проверить головку на коробленое и в случае необходимости устранить его, как указывалось выше.