
В полуобработанных поршнях по диаметру имеет припуск, который обеспечивает возможность дополнительной подгонки поршня к цилиндру того или иного размера. Вес остальные элементы поршня: головка с канавками под поршневые кольца и отверстия в бобышках под поршневой палец, стандартного размера имеют окончательные размеры. Для возможности обработки юбки на днище поршня оставлена бобышки с центровым отверстием, В качестве опорной поверхности дли
второго центра используется коническая фаска на внутренней кромке юбки. Бобышка после окончательной обработки поршня срезается вровень с днищем.
Окончательно обработанная юбка должна иметь овальную форму (шлифоваться по копиру или из двух центров), как указано на рис. 83. Больший размер овала должен располагаться в плоскости, перпендикулярной оси поршневого пальца. При отсутствии соответствующего оборудования юбку можно шлифовать
•по цилиндру. В этом случае поршень закрепляют на станке с помощью приспособления, изображенного на рис. 85 или же непосредственно в четырехкулачковом патроне с зажимом поршня по головке (через промежуточные медные прокладки). Установку поршня следует при этом производить по выступающей из кулачков патрона части головки и по отверстиям под поршневой палец.
Биение головки поршня при этой установке не должно превышать 0,05 мм общих показаний индикатора, а ось отверстий под поршневой палец должна быть перпендикулярна оси поршня в пределах 0,05 мм на длине 100 мм и пересекаться с ней; отклонение не должно превышать 0,05 мм. Надо учитывать, что поршень зажимается в четырехкулачковом патроне недостаточно надежно и при неосторожной шлифовке его первоначальная установка легко нарушается. Поэтому шлифовать поршень в этом случае надо осторожно, применяя очень небольшие, подачи.
Чтобы обеспечить надлежащие зазоры между цилиндром и поршнем и облегчить их взаимный подбор (см. раздел „Смена поршней и их ремонт") необходимо выдерживать следующие допуски по диаметру юбки в направлении оси, перпендикулярной поршневому пальцу: при овальной юбке—0,025 мм от
![]() мм
мм
от номинала (например:
![]() мм ).
мм ).
Диаметр цилиндра, при этом должен в обоих случаях выполняться с допуском + 0,025 мм от номинала (например:
![]() мм ).
мм ).
Эллиптичность поршня с цилиндрической юбкой может доходить до 0,5 мм с, обязательным расположением большей оси эллипса в плоскости, перпендикулярной оси поршневого паль-
ца . Для обоих типов поршней желательно, чтобы юбка имела конус в пределах 0,02— 0,04 мм
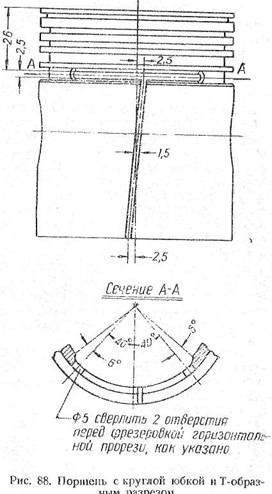
Некоторые ремонтные заводы получают готовые отливки поршней от специализированных заводов и производят их механическую обработку сами. При этом они располагают оборудованием и опытом изготовления поршней с круглой юбкой и с Т-образным разрезом ее (типа поршней
. двигателя ГАЗ-ММ) на бесцентровошлифовальных станках. Чертеж такого поршня для двигателей ГАЗ-51, ЗИМ-12, М-20иГАЗ-69 приведен на рис. 88. Изготовление этих поршней допустимо только лишь на ремонтных заводах для собственных нужд.
Чтобы улучшить первоначальную приработку поршней к цилиндрам и исключить задиры юбок при обкатке, рекомендуется после окончательной обработки подвергать их контактному лужению. Лужение производится в электролите следующего состава:
двухлорястого олова - 30г/л каустической соды—20 г/л
перекиси водорода (30-процйктный раствор) — 20 г/л
Электролит заливается в железную ванну и подогревается до температуры 70—80"С. Продолжительность лужения 3—7 минут (до прекращения выделения пузырьков водорода). Толщина слоя покрытия при этом получается в пределах 4--6 микрон. Дальнейшее пребывание поршня не увеличивает толщины слоя.
В Процессе работы ванны состав электролита следует периодически контролировать на содержание олова и каустической соды (щелочи).
Допускаются следующие колебания этих компонентов:
олова .....4—24 г/л,
каустической соды 4—1.6 г/л.
Электролит приготовляется следующим образом,
8 отдельных сосудах растворяют двухлористое олово и каустическую соду и затем при энергичном перемешивании в раствор каустической соды вливают хорошо отстоявшийся раствор двухлористого олова. Выпадающее при реакции металлическое олово время от времени растворяют добавлением перекиси водорода(30-процентный раствор). Раствору дают устояться примерно 12 часов, после чего делают анализ на содержание олова и свободной щелочи. В случае большого избытка щелочи последнюю нейтрализуют уксусной кислотой при энергичном перемешивании; при небольшом избытке щелочи ее нейтрализуют раствором двухлористого олова. Надо иметь в виду, что содержание щелочи в процессе работы увеличивается, поэтому ее содержание в начале работы ванны не должно превышать 10 г/л. Первоначальное содержание олова в растворе должно быть 20 г/л; при снижении концентрация его до 4 г/л раствор заменяется новым.
Поверхность поршней, поступающих на лужение, должна быть чистой — без грязи и масла. Лучше всего производить лужение сразу же после механической обработки. После лужения поршни промываются в холодной проточной воде.
Осадок олова на поршнях должен быть мелкокристаллическим, светлосерого цвета. Следует иметь в виду, что на луженые ранее поверхности поршней, прошедших индивидуальную подгонку к цилиндрам или ремонт, олово при повторном их контактном лужении не оседает.