
Поршневые пальцы (рис. 94), благодаря плавающей посадке в бобышках поршня и в верхней головке шатуна, изнашиваются по окружности равномерно. Износ их и сопряженных с ними поверхностей приводит к стукам, которые устраняются заменой изношенных пальцев новыми, увеличенными по диаметру, без предварительной обработки сопряженных поверхностей или с обработкой их.
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм. Применение пальцев двух других ремонтных размеров требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна.
Для нормальной работы сочленения пальца с поршнем и шатуном эти детали подбираются соответствующим образом друг к другу.
Учитывая разницу в коэффициентах линейного расширения
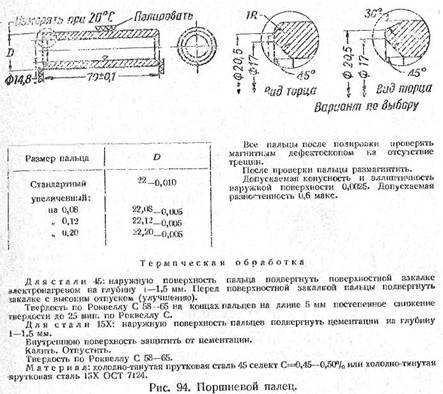
алюминия и стали, поршневой палец подбирают к поршню таким образом, чтобы при нормальной комнатной температуре (20°С) он от усилия руки не входил бы в него, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно. Так как осуществить такой подбор в ремонтной практике довольно трудно, поршни отправляются в запасные части в сборе с подобранными к ним пальцами. Чтобы исключить возможность деформации поршней и повреждения поверхности отверстий в их бобышках, выпрессовывать поршневые пальцы из поршней надо также после предварительного нагревания их в горячей воде до температуры 70°С.
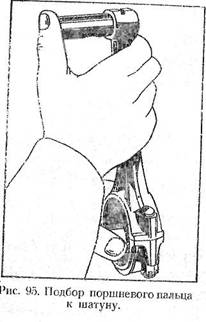
К шатуну поршневой пялец подбирается так, чтобы при нормальной комнатной температуре он плавно входил в отверстие верхней головки под легким усилием большого пальца руки, как это показано на рис. 95. Палец должен быть при этом слегка смазан маслом.
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировавши с последующей обработкой под стандартный или ремонтный размер.
Пальцы, имеющие изломы., выкрашивание и трещины любого размера и расположения,, а также следы перегрева. (цвета побежалости) к ремонту не допускаются и подлежат браковке. Шлифовка пальцев может производиться как на бесцентрово-шлифовальных станках, так и на круглошлифовальных (на разжимной оправке). После шлифовки рекомендуется производить полировку пальцев.
Характеристика шлифовальных кругов, применяемых при обработке поршневых пальцев, приведена в табл. 27.
При отсутствии специальных станков полировку поршневых пальцев можно производить также при помощи притира, устройство которого понятно из рис. 96.
Внутренний диаметр D кольца притира должен соответствовать размеру пальца.
Палец устанавливают на разжимной оправке в трехкулачковый патрон токарного станка.
На внутреннюю поверхность кольца притира наносят притирочную пасту ГОИ-15, после чего притир надевают на вращающийся палец и вручную перемещают по его поверхности.