
Подсборка шатунно-поршневой группы после подбора отдельных деталей друг к другу (см. выше раздел „Смена поршневых пальцев и их ремонт), должна производиться таким
образом, чтобы прорезь на юбке поршня и отверстие в нижней головке шатуна, предназначенное для смазки цилиндров, кулачков и тарелок толкателей, были направлены в разные стороны.
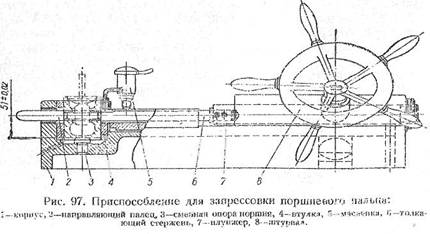
Поршень перед запрессовкой в него поршневого пальца должен нагреваться в горячей воде до температуры 70°С ; запрессовка пальца в холодный поршень неизбежно приведет к нарушению исходной посадки пальца из-за порчи поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Запрессовывать пальцы рекомендуется на специальном приспособлении (рис. 97).
Стопорные кольца поршневого пальца ставятся на место при помощи специальных щипцов, которые легко могут быть изготовлены из обычных круглогубцев (рис. 98).

Для предотвращения выдавливания стопорных колец поршневым пальцем из канавок поршня, после переборки шатунно-поршневой группы (при ремонтах двигателя) не следует применять повторно стопорные кольца, бывшие уже в работе.
Необходимо также следить за тем, чтобы стопорные кольца сидели в канавках с некоторым натягом и не проворачивались бы в них. Канавки под стопорные кольца в поршне не должны быть разработаны; в противном случае надо заменить плоские стопорные кольца грибками или проволочными стопорными кольцами круглого сечения, как указывалось выше в разделе „Смена поршней и их ремонт".
Чтобы предотвратить работу кривошипно-шатунного механизма с перекосами, рекомендуется после сборки поршня е шатуном проверять правильность взаимного положения образующей цилиндрической поверхности юбки поршня и отверстия в нижней головке шатуна. Для этого используется то же приспособление, что и для проверки правильности шатуна (см. выше раздел „Ремонт Шатунов"). При шатуне, посаженном на оправку своей нижней головкой, поверхность юбки должна касаться вертикальной плиты приспособления; в случае отклонений, повторной правкой шатуна надо добиться правильного положения поршня.
Разница, в весах подсобранных на один двигатель комплектов поршней и шатунов не должна превышать 12 г на двигателе ГАЗ-51 и 8 г на двигателях ЗИМ-12, М-20 иГАЗ-69. В случае применения окончательно обработанных ремонтных деталей, указанная величина колебания в весах обеспечиваете подгонкой их по весу на заводе. При применении полуобработанных поршней, а также при заливке нижней головки шатуна баббитом может потребоваться дополнительная подгонка. В этом случае поршни подгоняются по весу (с допуском + 2 г) снятием металла со специальных приливов, имеющихся пол бобышками поршневого пальца. При этом металл должен сниматься с обеих бобышек в равном количестве.
Вес шатунов (с допуском + 2 г) подгоняется снятием металла с утолщения а средней части крышки нижней головки.
Установка цилиндры подсобранных комплектов поршней с шатунами производится так, чтобы прорезь в юбке поршня была обращена в сторону противоположную клапанам, а отверстие для смазки цилиндров, кулачков и толкателей в нижней головке шатуна было направлено в сторону клапанов.