
Прошивка изношенных вкладышей под новые ремонтные размеры может быть рекомендована, так же как и перезаливка их, только лишь в тех случаях, когда невозможно достать новые вкладыши заводского изготовления, потому что долговечность таких повторно прошитых вкладышей в результате их предшествующей работы будет ниже долговечности новых вкладышей из-за пониженной усталостной прочности.
Задачей прошивки изношенных вкладышей является придание их рабочей поверхности геометрически правильной цилиндрической формы и удаление загрязненных продуктами износа поверхностных слоев баббита.
Слой баббита в результате повторной прошивки вкладышей не должен быть меньше 0,13 мм. Исходя из Э того, максимально допустимое увеличение диаметра изношенных вкладышей по сравнению с первоначальными размерами их определяют как удвоенную разность между минимальной толщиной баббита, указанной в таблице 29, и допустимой после повторной прошивки. Например, диаметр шатунного вкладыша ремонтного размера „-0,5", имеющего, согласно таблице, минимальную толщину слоя баббита в 0,28 мм, может быть увеличен повторной прошивкой на 2х(0,28—0,13)=0,3 мм.
Однако при этом необходимо иметь в виду, что чем меньше увеличение диаметра вкладышей и, следовательно, чем толще слой баббита, остающийся на них после повторной прошивки, тем менее вероятно обнажение стальной ленты под слоем баббита и тем больше выход годных вкладышей.
Минимально необходимое увеличение диаметра изношенных вкладышей определяется глубиной залегания вкрапленных в баббит продуктов износа, которые в результате повторной прошивки должны быть полностью удалены.
Исходя из всего сказанного, оптимальным как с точки зрения толщины остающегося слоя баббита, так и с точки зрения удаления с его поверхности продуктов износа является увеличение диаметра изношенных вкладышей повторной прошивкой на 0,25 мм по сравнению с маркировкой на их тыльной стороне.
Вкладыши, имеющие следы усталостного разрушения баббита в виде трещин, раковин и выкрошенных участков, а также
вкладыши с подплавленным баббитом, с поврежденными фиксирующими выступами, с подпиленными стыками, с забоинами на стыках или на наружной поверхности и с плохим прилеганием в постелях,— к повторной прошивке не допускаются. Выкрашивание баббита в районе фиксирующих выступов площадью до 12 мм 2 браковочным признаком при этом не является.
После повторной прошивки рабочая поверхность вкладышей должна быть зеркальной. На поверхности баббита не должно быть следов вкрапления продуктов износа, трещин, раковин, выкрошенных участков (кроме допустимых в районе фиксирующих выступов площадью не более 12 мм 2 ) и засветленных участков (пятен), указывающих на обнажение стальной ленты из-под баббита.
На рабочей поверхности вкладышей допускаются: отдельные неглубокие риски, образовавшиеся в процессе прошивки, в количестве не более трех на шатунных и не более пяти на коренных вкладышах; следы неглубоких забоин, образовавшихся до прошивки и не уничтоженных ею, в количестве не более трех на каждом вкладыше; матовые полосы в направлении прошивки, не меняющие толщины стенки вкладыша.
Сплошная матовая рабочая поверхность вкладышей после прошивки также не является браковочным признаком. Разностенность вкладышей после прошивки не должна превышать 0,01 мм.
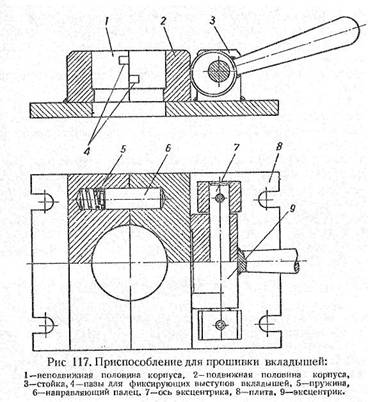
Прошивку можно производить как на протяжном станке, так и на гидравлическом прессе. Пара вкладышей, соответствующая одному подшипнику, прошивается одновременно в специальном приспособлении, изображенном на рис. 117, или подобном ему. Раскомплектовывать вкладыши после прошивки нельзя.
При прошивке тонкостенных вкладышей уплотнять баббит не требуется, поэтому уплотнительно-калибрующих зубьев в этом случае на брошах можно не делать. В остальном броши для прошивки тонкостенных вкладышей ничем не отличаются от брошей, применяемых в авторемонтном деле, для прошивки шатунных подшипников, залитых непосредственно в тело,— например, в шатунах двигателей ЗИС-5.