
Основными дефектами распределительного вала, которые устраняются ремонтом, являются износы опорных шеек, в результате которых (а также и износов опорных втулок) увеличиваются зазоры в его подшипниках, износы и задиры кулачков, нарушающие кинематику клапанного механизма и изгиб вала. Все перечисленные дефекты распределительного вала вызывают стуки в клапанном механизме, а увеличение зазоров в подшипниках, кроме того,—и падение давления масла в системе смазки.
Восстановление надлежащих зазоров в подшипниках распределительного вала (см. табл. 18) производится перешлифовкой опорных шеек под ремонтные размеры или хромированием их со шлифовкой под стандартные размеры и постановкой в блок полуобработанных втулок с последующей их обработкой под требуемые размеры.
При перешлифовке шеек надо иметь в виду следующее:
1) для обеспечения возможности монтажа распределительного вала делать диаметр третьей опорной шейки и, следовательно, третьего подшипника меньше 49 мм нельзя, так как при меньшем диаметре третьего подшипника выпускной кулачок пятого цилиндра не даст возможности опорным шейкам войти в гнезда (если кулачки не подвергались перешлифовке );
2) в результате уменьшения диаметра первой опорной шейки уменьшается глубина и длина канавок на ней, обеспечивающих подачу смазки к распределительным шестерням.
Поэтому после перешлифовки шеек размеры указанных канавок должны быть восстановлены до первоначальной величины (см. рис. 27).
Перед шлифовкой шеек распределительного вала необходимо:
1) проверить состояние центров и, в случае необходимости, подправить их;
2) проверить погнутость вала (в центрах) и, при необходимости, выправить его таким образом, чтобы биение средних шеек не превышало 0,02 мм.
После шлифовки шейки должны полироваться. Допуски на диаметры шеек указаны в табл. 18. При небольших износах и задирах кулачки зачищаются сначала крупнозернистой, а затем заполировываются мелкозернистой наждачной бумагой. Как при зачистке, так и при полировке бумага должна охватывать примерно половину профиля кулачка и иметь небольшое натяжение: это обеспечит наименьшее искажение профиля кулачка.
При износах, вызывающих уменьшение подъема клапана более чем на 0,5 мм (если разница между высотой и шириной профиля меньше 8,8 мм), кулачки следует перешлифовывать по всему профилю или заменить вал новым, так как наполнение цилиндров, а следовательно и эффективность работы двигателя, при таких износах заметно уменьшается. Ручная же доводка кулачков по шаблонам не может обеспечить правильный профиль кулачка и приведет к серьезным неполадкам в работе всего распределительного механизма: поломке клапанных пружин, разбиванию седел клапанов, шумной работе..
Шлифовать кулачки следует на специальном копирошлифовальном станке (например, типа 3433 производства Харьковского станкостроительного завода имени Молотова) или, за неимением его, на круглошлифовальном станке с применением специального копировального приспособления.
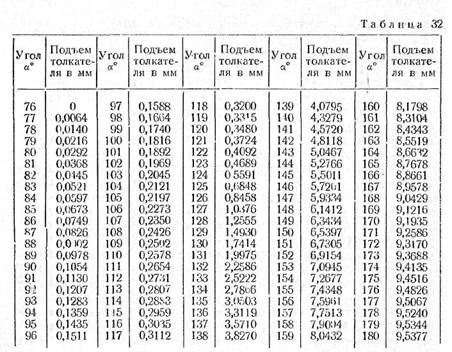
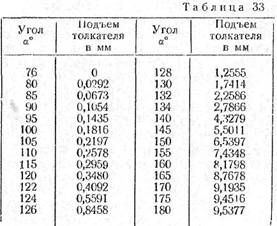
В табл. 32 приведены величины подъемов плоского толкателя для впускного и выпускного кулачков двигателей ГАЗ-51, ЗИМ-12, М-20 и ГАЗ-69 через 1° поворота распределительного вала. Этой таблицей следует пользоваться при изготовлении копиров. Величины подъемов плоского толкателя для контроля профиля кулачков распределительных валов после их перешлифовки приведены в табл. 33.
Профиль впускных и выпускных кулачков одинаков и симметричен относительно их оси. Размеры в таблицах относятся к обеим сторонам профиля (подъема и опускания).
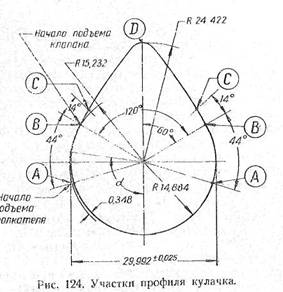
Отклонения от величин подъема, указанных в табл. 33 на различных участках профиля (рис. 124), не должны превышать следующих размеров: на участке ВС (включая точки В и С) — ±0,025 мм и на участке СД—±0,1 мм; при этом разность отклонений смежных величин подъема не должна превышать на участке АС—0,013 мм и на участке СД—8% разности двух смежных величин подъема.
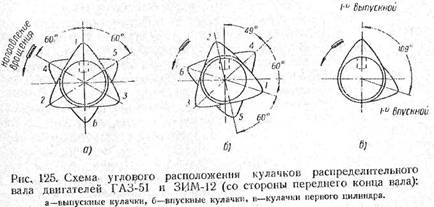
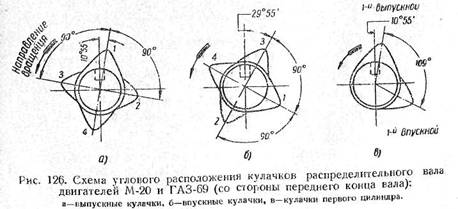
На рис. 125 и 126 приведены схемы углового расположения кулачков со стороны переднего конца вала. Отклонения от указанных на них углов взаимного расположения кулачков и шпоночной канавки не должны превышать ±0°30. Ось эксцентрика привода бензинового насоса на обоих валах совпадает с осью впускного кулачка первого цилиндра.
При проверке углового расположения кулачков, а также величин подъема плоского толкателя положение оси каждого из кулачков следует находить самостоятельно и определять по двум точкам, соответствующим подъему плоского толкателя на 2,6543 мм и расположенным с каждой стороны кулачка на 46 градусов 30 минут от его вершины; отклонение от указанной величины подъема не должно превышать±0,025 мм.
Уменьшать ширину кулачков по профилю в результате перешлифовки можно вплоть до 28 мм.
Перед шлифовкой кулачков, так же как и перед шлифовкой опорных шеек, необходимо выправить вал и привести в порядок его центры. Для получения минимального биения кулачков относительно опорных шеек рекомендуется одновременно с кулачками перешлифовывать также и опорные шейки. В этом случае диаметр третьей шейки может быть меньше 49 мм (см. выше), на величину уменьшения ширины кулачков по профилю (по сравнению с номинальной шириной их в 29,992 мм). Соответственно этому могут быть уменьшены и диаметры остальных шеек.
Биение затылков кулачков после их перешлифовки не должно превышать 0,03 мм, а средних шеек 0,02 мм; вал при этой проверке кладется крайними шейками на призмы.
На поверхности кулачков после их перешлифовки не должно быть гранености , цветов побежалости, а также резких переходов от одного участка профиля к другому. Граненость и резкие переходы участков профиля вызывают стуки толкателей и клапанов, а цвета побежалости— за диры кулачков и тарелок толкателей.
На затылках кулачков, после их перешлифовки , в пределах угла в 120° допускается отсутствие закаленного слоя.
Шлифование следует вести нормальными электрокорундовыми кругами на керамической связке, зернистостью 46—60 и твердостью от СМ до С при обильном охлаждении.
При шлифовке кулачков против средних опорных шеек устанавливаются люнеты; при шлифовке средних опорных шеек люнет устанавливается против одной из них (нешлифуемой ). Место касания губок люнета с шейкой смазывается предварительно маслом.
Нормальный, осевой зазор распределительного вала (0,10— 0,20 мм) восстанавливается заменой изношенной упорной шайбы новой. Если при этом осевой зазор окажется все же больше нормального, следует уменьшить на соответствующую величину высоту распорного кольца, зажатого между задним торцем ступицы распределительной шестерни и передним терцем первой опорной шейки вала (см. рис. 24).
При уменьшении высоты распорного кольца должна быть обеспечена параллельность его -г орцев в пределах 0,05 мм. Проверка осевого зазора производится индикатором, ножка которого упирается в торец головки болта крепления распределительной шестерни.